
Stainless steel fasteners—such as bolts, nuts, washers, rivets, solar hanger bolts, and screws—are often marketed as “rust-proof”. However, in harsh industrial environments and demanding operating conditions, they can still fall victim to corrosion.
When critical mechanical joints show signs of rust, it compromises more than just aesthetics; it threatens structural integrity and operational safety.
This technical guide provides an engineering-grade diagnostic framework to treat, recover, and prevent corrosion in stainless steel fasteners.
1. The Core Mechanism: How Stainless Steel Fasteners Resist Rust
Stainless steel does not naturally resist corrosion. Its protective capability relies heavily on its chemical composition, specifically requiring a minimum Chromium (Cr) content of 12%.
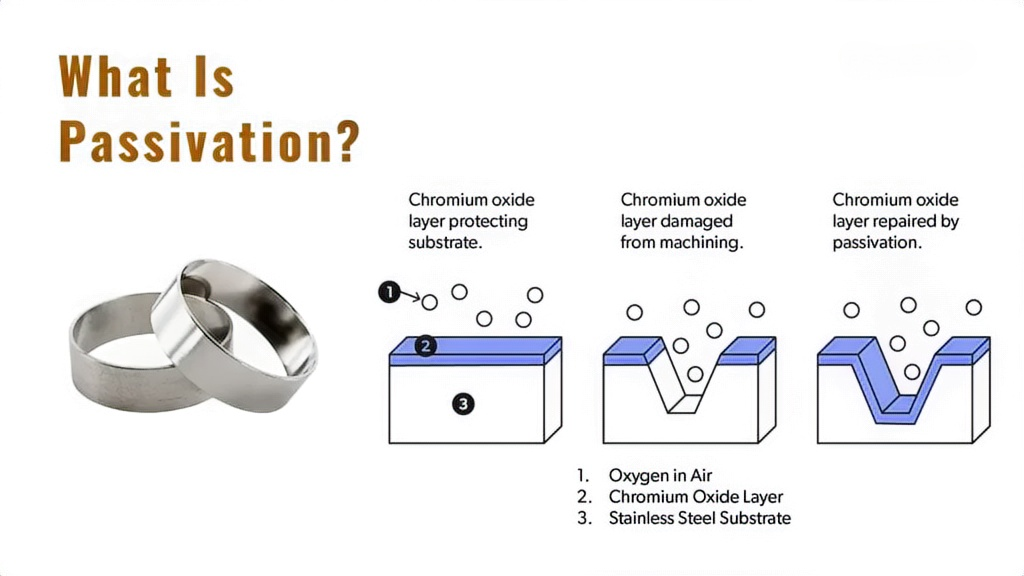
When exposed to oxygen, chromium reacts spontaneously with the environment to form an incredibly thin, dense, and stable chromium-rich oxide film (also known as the passivation layer) on the surface of the fastener.
This passivation layer acts as a physical shield. It isolates the underlying metal substrate from atmospheric moisture and oxygen, halting the oxidation process.
A key characteristic of this layer is its self-healing capacity. If the fastener surface suffers minor scratching during installation, the internal chromium rapidly re-oxidizes in the presence of ambient oxygen, reconstructing the protective barrier.
Engineering Fact: The percentage and distribution uniformity of chromium are the fundamental factors determining whether a fastener transitions from susceptible to highly resistant to corrosion.
2. Failure Analysis: Why Do Stainless Steel Fasteners Rust in Service?

The corrosion resistance of stainless steel fasteners is relative, not absolute. In industrial applications, failure usually occurs when mechanical stress intersects with destructive environmental factors:
Crevice Corrosion and “Oxygen Concentration Cell” Effects
This is the leading cause of fastener failure. Once a bolt is torqued, microscopic gaps remain between the mating threads. Capillary action draws moisture into these gaps, creating an uneven distribution of oxygen between the inside and outside of the thread. The lack of oxygen inside the crevice prevents the passivation layer from reforming. Meanwhile, highly aggressive chloride ions (Cl⎺) migrate and concentrate within the crevice, destroying the remaining film and triggering aggressive localized corrosion that can cause the threads to gall or seize (lock up).
Intergranular Corrosion (Sensitization)
During hot forging, cold heading, or welding (e.g., weld studs), if carbon control is inadequate or proper solution annealing is skipped, the steel can become sensitized within the 450° to 850° temperature range. Chromium carbides (Cr₂₃C₆) precipitate along the grain boundaries, creating “chromium-depleted zones” where the local chromium level drops below the 12% threshold. Under load, the fastener can suffer catastrophic structural failure along these boundaries while appearing normal on the outside.
Chemical and Electrochemical Attack
Operating environments with water quality at pH < 4 (acidic) or pH > 10 (alkaline) drastically increase electrical conductivity. These aggressive electrolytes readily dissolve the chromium oxide film, pushing the metal substrate into an active state of accelerated dissolution.
Thermal Degradation
High operating temperatures accelerate chemical reaction rates. Extreme heat can alter the phase structure of the passivation layer, causing it to crack, spall, and lose its protective qualities.
Industrial Contamination and Pitting Nucleation
If industrial oils, dust, or carbon steel particles accumulate on the fastener surface, they block local oxygen access. In a humid atmosphere, these deposits form micro-galvanic cells that break down the passive film, acting as initiation sites for pitting corrosion.
3. Action Plan: Restore or Replace Rusted Fasteners?
When evaluating corroded stainless steel fasteners, you must base your decisions on load-bearing safety and corrosion depth:
Scenario A: Superficial Corrosion (Remediation & Re-passivation)
If NDT (Non-Destructive Testing) or visual inspection confirms the rust is restricted to surface stains, flash rust, or free-iron contamination without pitting the thread profiles, you can restore the component:
Chemical Cleaning
Remove rust stains using specialized industrial stainless steel cleaners formulated with inhibitors. Never use carbon steel wire brushes, as they introduce iron contamination.
Pickling Treatment
For fasteners subjected to welding heat-affected zones, apply pickling pastes or fluids to strip away high-temperature scale, weld discoloration, and localized micro-corrosion products.
Mandatory Passivation Chemical Reconstitution
Pickled or chemically cleaned surfaces are highly reactive. You must immediately apply a nitric acid-based (20% to 50% HNO₃) or citric acid-based passivation treatment to force the rapid, uniform growth of a new chromium-rich passive film.
Electropolishing Optimization
For high-precision or high-stress fasteners, electropolishing is highly recommended. It reduces surface roughness to Ra ≤0.4um, eliminating microscopic stress concentration points and significantly upgrading the surface chromium-to-iron ratio for superior pitting resistance.
Scenario B: Deep Structural Damage (Mandatory Replacement)
Fasteners are high-stress structural components. If any of the following conditions are present, the mechanical integrity is permanently compromised; you must scrap and replace the component immediately:
- Visible pinhole-like deep pitting corrosion that has progressed into the core substrate.
- Complete perforation or structural holing of the fastener or washers.
- Evidence of Stress Corrosion Cracking (SCC), where micro-fissures propagate internally due to the combined action of tensile preload and corrosive ions (like chlorides).
- Significant material thinning or cross-sectional loss that drops below design limits.
- Severe deformation, stripping, or degradation of the thread profiles.
4. Total Lifecycle Protection: How to Prevent Fastener Rusting
Systemic corrosion control requires a complete lifecycle strategy: Protect the Film, Isolate the Medium. Because fasteners are small, threaded, and highly stressed, their protection methods differ greatly from those of large steel plates.
Industrial Coatings and Surface Modification
- Advanced Chemical Passivation: Ensure factory specification controls maintain optimal temperature, immersion times, and bath concentrations to yield a high-quality passive film.
- Heavy-Duty Barrier Coatings: In highly corrosive industrial atmospheres, apply industrial water- or oil-based barrier coatings (typically 5 to 15 um thick to avoid altering thread tolerances) to block moisture penetration.
- Anti-Corrosion Metal Paints: An economical moisture-barrier solution for low-stress environments, requiring routine inspection and touch-ups.
- Fluid Dynamic Lubricants: For articulating joints or frequently disassembled connections, utilize dynamic lubricants with moisture-displacement properties to combat hidden crevice corrosion.
- Hot-Dip Galvanizing (HDG) or Zinc Flake Coatings: For heavy-duty outdoor structural fasteners, HDG or zinc-flake systems offer sacrificial anodic protection. Even if the outer coating scratches, the zinc corrodes preferentially to protect the underlying stainless steel substrate.
Field Installation & Maintenance Best Practices
Implementing these three protocols on-site can eliminate chloride and moisture entrapment:
- Apply Dedicated Anti-Seize Compounds Before Assembly: This is the most effective defense against crevice corrosion and thread galling. High-purity nickel or ceramic-based anti-seize pastes fill the microscopic voids within thread engagements, denying entry to moisture and chloride ions.
- Install Isolation Washers to Block Dissimilar Metals: When joining stainless steel fasteners to carbon steel or aluminum structures, always use non-metallic isolation washers (such as PTFE or heavy-duty nylon) and sleeves. This breaks the electrical circuit between metals of different galvanic potentials, preventing galvanic (bimetallic) corrosion.
- Establish Routine Fresh-Water Flush Maintenance: In coastal, marine, or high-salt environments, establish regular washing intervals. Flushing with clean water dissolves accumulated salt crusts and removes concentrated chloride ions before they can penetrate the passivation layer.
5. Engineering Selection: Match the Alloy Grade to the Environment
In material science, there is no truly “rust-proof” stainless steel—only the correct alloy grade selected for the correct environment. Engineers must rely on the Pitting Resistance Equivalent Number (PREN) to calculate and match an alloy’s real-world defensive capacity:
PREN= Cr% + 3.3 × Mo% + 16 % × N%
Technical Specifications Matrix for Stainless Steel Fasteners
| Fastener Grade / Alloy Group | Core Chemical Composition (By Weight %) | Typical PREN Range | Recommended Operating Limits & Environments |
| Grade 304 (Austenitic, Class A2) | Cr: 18.0% – 20.0% Ni: 8.0% – 10.5% | approx 18.0 – 20.0 | Suited for standard inland architecture, clean controlled indoor air, or mild outdoor environments. Fails rapidly via pitting when exposed to marine salt-spray or harsh chemical vapors. |
| Grade 316 / 316L (Austenitic, Class A4) | Cr: 16.0% – 18.0% Ni: 10.0% – 14.0% Mo: 2.0% – 3.0% | approx 23.0 – 28.5 | The benchmark for coastal applications, marine equipment, chemical processing plants, and highly corrosive atmospheres. The addition of Molybdenum (Mo) significantly stabilizes the passive film against chloride-induced pitting. |
The Closed-Loop Formula for Fastener Integrity:
Correct Grade Selection (PREN Match)→Strict Manufacturing Quality (No Sensitization)→
Precision Field Installation (Anti-Seize + Isolation)→Routine Maintenance (Salt Removal)
By adhering strictly to this data-driven engineering framework and maintaining proper installation procedures, your stainless steel fasteners will achieve their intended design life without premature mechanical or chemical failure.
FAQ
1. Why do stainless steel fasteners require passivation treatment?
Passivation treatment forms a more stable and dense oxide film on the surface of stainless steel.
Main Benefits:
- Improves corrosion resistance
- Enhances salt spray resistance
- Reduces the risk of rusting
- Extends service life
Note: For photovoltaic (PV) brackets, architectural curtain walls, and marine engineering fasteners, passivation treatment is typically a standard manufacturing process.
2. How to choose the right stainless steel grade for your project?
You can make a quick decision based on the application environment:
| Application Environment | Recommended Grade |
| Indoor furniture, decorative parts | 200 series |
| General architectural fasteners | 304 |
| PV mounting systems (Inland) | 304 |
| Coastal PV projects | 316 |
| Marine engineering | 316 |
| Chemical equipment | 316 |
| Self-tapping screws, self-drilling screws | 410 |
| Cutting tools, mechanical parts | 410 |
In short:
- Budget-first: Choose the 200 series
- General-purpose projects: Choose 304
- Highly corrosive environments: Choose 316
- High hardness requirements: Choose 410
This represents the most common material selection logic currently used in the fastener, construction, and solar PV industries.
3. Are there remedial measures for corroded stainless steel?
Yes, but the effectiveness of the restoration depends heavily on the severity of the corrosion.
For mild surface oxidation, rust spots, or iron contamination, stainless steel can usually regain its appearance through cleaning, rust removal, pickling, and passivation. This process reforms the protective passive film, thereby restoring its corrosion resistance.
Common Restoration Methods:
- Using specialized stainless steel cleaners to remove surface rust spots.
- Pickling treatment to clean the weld oxidation layers and corroded areas.
- Passivation treatment to restore the surface protective film.
- Electropolishing to improve surface finish and corrosion resistance.
However, if any of the following conditions have occurred:
- Deep pitting corrosion (pinhole-like corrosion)
- Perforation (through-hole) corrosion
- Stress corrosion cracking (SCC)
- Severe rusting leading to material thinning
- Damage to threads or structural components
In these cases, the original strength and performance cannot be fully restored, and it is generally recommended to replace the damaged components directly.
To prevent recurrent rusting, the correct stainless steel grade must be selected based on the environment. For example, 304 stainless steel is suitable for most construction and outdoor applications, whereas 316 stainless steel contains molybdenum ($Mo$), making it far better suited for coastal, marine, and highly corrosive environments. Regular cleaning and maintenance will also help extend the lifespan of stainless steel products.
Summary: Mild rust can be repaired, but severe corrosion is irreversible. Correct material selection and proper surface treatment remain the best preventative strategies against stainless steel corrosion.
4. Should I choose 304 or 316 for fasteners?
This depends entirely on the installation environment.
Recommendation Principles:
- Inland areas: 304 stainless steel is sufficient to meet requirements.
- High-humidity areas: 316 stainless steel is preferred.
- Coastal areas (within 5 km of the coast): 316 stainless steel is highly recommended.
- Offshore PV projects: 316 stainless steel or higher-grade materials are recommended.
While 316 has a higher upfront cost, it effectively reduces long-term maintenance and replacement expenses.
5. Which stainless steel grade is best for long-term outdoor use?
| Environment | Recommended Grade |
| General urban environments | 304 |
| High-humidity environments | 316 |
| Coastal environments | 316 |
| Marine environments | 316 |
| Dry indoor environments | 200 series |
If budget permits, 316 stainless steel is the absolute best choice for long-term corrosion resistance. Meanwhile, 304 remains the most widely used and cost-effective stainless steel material on the market today.




{kind=link}